

Sommaire

Les sortes de pompes à vide
Sur le marché il existe différentes sortes de pompe à vide telles que les pompes :

À anneau liquide. |
|
(+)
(-)
|
||||||||

Sèche à vis. |
|
(+)
(-)
|
On trouve encore d’autres pompes sur le marché mais moins utilisée en stérilisation. Citons :
 |
 |
|
Pompe à palettes. |
Pompe à crochet. |
Probablement pour une question de coût, de résistance aux températures élevées (par le réglage du mélange de l’eau de l’anneau liquide et de la vapeur extraite) dans la pratique on retrouve souvent la pompe à vide à anneau liquide; c’est celle que l’on détaillera un peu plus ci-dessous.
Pompe à anneau liquide

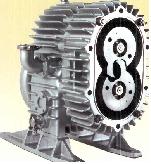
Principe de l’anneau liquide


Lorsque la roue à aube est mise en rotation par le moteur électrique, les pales entrainent l’eau adoucie (alimentant directement l’anneau liquide de la pompe à vide) et la vapeur d’eau issue de la chambre de stérilisation. Sous l’action de la force centrifuge, le liquide, plus lourd, est plaqué sur la paroi interne du corps de pompe et forme un anneau liquide autour des pales et du moyeu. De part l’exentricité de la roue par rapport au corps de pompe, une zone en forme de croissant prend naissance autour du moyeu. Dans cette zone, la pression évolue progressivement. Au point de contact théorique entre l’anneau liquide et le moyeu, dans le sens de rotation, le volume compris entre deux pales augmente et crée ainsi une dépression en aspirant le gaz : c’est la “zone d’aspiration“. Ensuite le volume décroît progressivement dans la “zone de refoulement“. Ces deux zones, diamétralement opposées, sont mises en contact avec l’extérieur par l’intermédiaire des lumières d’aspiration et de refoulement situées dans les flasques latérales.
Le fonctionnement de la pompe est pratiquement isotherme car le liquide de l’anneau récupère et évacue les calories dues à la fois à la compression et à la température de la vapeur de stérilisation.
Le dimensionnement de la pompe s’effectuera nécessairement en fonction du niveau de vide. Le niveau de vide est gouverné par la limite de cavitation de la pompe, elle même conditionnée par la pression de vapeur au niveau de l’anneau liquide (type et température du liquide de refroidissement formant l’anneau liquide).
Afin d’éviter un surdimensionnement de la pompe à vide, les constructeurs recommandent d’accroître la capacité de la pompe en terme de débit (à pression de vide nominale) plutôt que de chercher à dimensionner la pompe avec un facteur de sécurité sur la pression de succion.
Les paramètres du système de vide (cuve de stérilisation, conduites, vannes, …) qui influencent le débit d’entrée de la pompe à vide sont:
- le débit volumique nécessaire au système (débit à l’entrée de la pompe);
- le volume du système où le vide est créé;
- le débit massique d’air de fuite;
- les débits massiques de vapeur et de condensats réels utilisés lors d’un cycle de stérilisation;
- le temps d’évacuation requis pendant un cycle.
Le temps d’évacuation est le paramètre important dans les process discontinus comme un cycle de stérilisation.
Influence de la tension de vapeur de l’anneau liquide
En technique de vide, la tension de vapeur de l’anneau liquide influence la qualité du vide obtenu. Plus la tension de vapeur (pression maximale à laquelle la vapeur du liquide considéré peut exister) est faible, plus poussé sera le vide. On notera que, dans des conditions de températures identiques, une pompe à vide à anneau liquide tel que de l’huile aura une meilleure performance que de l’eau.
Exemple.
|
Influence de la température de l’anneau liquide
Dans le cas de la stérilisation, le liquide de refroidissement formant l’anneau liquide, et par conséquent l’étanchéité entre les ailettes de la roue à aube (ou niveau de vide), est en général de l’eau. La température de ce liquide de refroidissement influence fortement le niveau de vide. En effet, dans l’ouie d’aspiration, la basse pression régnant, le liquide de refroidissement a tendance à s’évaporer et à augmenter la pression partielle de vapeur au niveau de la cellule cloîtrée entre deux ailettes et l’anneau liquide. Il en résulte que plus la température du liquide de refroidissement est élevée, plus il aura tendance à s’évaporer et, par conséquent, le niveau de vide et de débit d’aspiration diminuera.
Le choix de l’eau comme liquide de refroidissement va de soi avec l’utilisation de vapeur comme moyen de stérilisation. Il va sans dire que la gestion de la température de l’eau de refroidissement sera un élément primordial dans la performance énergétique du système de vide.
Au niveau de l’anneau liquide, plus la température d’un fluide tel que de l’eau est élevée plus sa tension de vapeur augmente et, par conséquent, diminue la qualité du vide obtenu :
Exemple.
|
Influence du gaz à aspirer
Les performances de la pompe à vide, notamment au niveau de la cavitation, dépendant de la capacité du gaz à aspirer à condenser ou pas. Le cas de la vapeur d’eau est intéressant puisqu’elle possède cette qualité.
L’interaction entre la vapeur et le liquide de refroidissement est forte :
- D’une part, la vapeur se condense au contact de l’eau de l’anneau liquide en renforçant l’effet de vide (la pression partielle de vapeur diminue), c’est l’effet de “condensation”.
- D’autres parts, l’eau de l’anneau liquide tend à se vaporiser et à diminuer l’effet, d’où la nécessité de contrôler la température de l’anneau liquide.
Il arrive que les fabricants placent des échangeurs avant la pompe à vide afin de condenser la vapeur et de renforcer l’effet de vide dans la pompe à anneau liquide.

Pompe à éjecteur

Pour renforcer l’effet de vide à l’entrée de la pompe à vide, certains fabricants propose de placer un éjecteur (venturi). Ce système permet de dimensionner la pompe à sa valeur nominale de vide nécessaire pour la stérilisation tout en renforçant le vide par une pièce statique.
Les systèmes de récupération des effluents
Une grande partie de la vapeur produite par le générateur de vapeur est utilisée dans la chambre de stérilisation de l’autoclave et évacuée à l’égout via la pompe à vide sous forme de condensats et de vapeur. Ces effluents se mélangent à l’eau de l’anneau liquide.
Les consommations d’eau adoucie pour l’anneau liquide sont importantes afin de remplir plusieurs fonctions :
- Assurer étanchéité de l’anneau et donc le niveau de vide (influencé par la température de l’eau et des condensats).
- Évacuer les calories dues au travail de compression pur.
- Refroidir la vapeur issue de la chambre de stérilisation.
On se rend vite compte que le mélange dans et à la sortie de la pompe à vide risque de monter rapidement en température sachant que la vapeur à l’admission de la pompe est encore au-dessus de 100°C. Pour préserver la pompe et éviter de rejeter à l’égout des effluents trop chauds, le constructeur de système de stérilisation a tendance à augmenter le débit d’eau adoucie et par conséquent les coûts dus à la consommation.
| Exemple.
Soit un stérilisateur 9 DIN effectuant 1 600 cycles par an. Sa consommation d’eau adoucie au niveau de l’anneau liquide est de l’ordre de 216 litres/cycle. La consommation d’eau adouci est de l’ordre de : nbre de cycle/an x quantité d’eau [m³/cycle] / 1 000 = 1 600 x 216 / 1000 = 346 [m³/an] |
Il est intéressant à ce sujet de comparer plusieurs solutions que propose un constructeur de pompe à vide :
- circuit ouvert,
- circuit semi-fermé,
- circuit fermé.
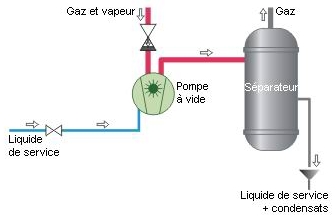
Circuit ouvert (sans recyclage)
Les condensats sont évacués dans un séparateur (séparation vapeur/liquide) puis à l’égout via le trop-plein sans aucune forme de récupération d’énergie. Afin de respecter les normes de rejet en terme de température, il est nécessaire d’avoir un volume tampon.
En nouveau projet, pitié, bannissez-la !
| pour en savoir plus sur le circuit ouvert, cliquez ici ! |
Le constructeur annonce des débits moyens de 216 [litres/heure]. Si le choix de l’utilisateur se porte sur ce type de circuit, il doit s’attendre à couvrir des consommations d’eau importante. Si malgré tout vous optez pour ce type d’installation, pour limiter les consommations excessives, il sera nécessaire:
- de prévoir un compteur d’eau au départ afin de s’assurer qu’il ne s’installe pas une dérive de la consommation au cours du temps par rapport au réglage initial;

- d’exiger un réglage de la part d’un technicien qualifié en pompe à vide avant la “mise à feu” de l’installation de stérilisation;
- de prévoir, dans le cadre du contrat d’entretien, l’optimisation régulière du réglage du débit d’eau.
Circuit semi-ouvert (à recyclage partiel)

Une partie des condensats liquides sont renvoyés dans la pompe, l’appoint d’eau adoucie étant régulé en fonction de la température de la cuve. On réduit un peu la consommation d’eau adoucie mais on ne récupère aucune énergie.
| pour en savoir plus sur le calcul de la quantité d’eau d’appoint dans le circuit semi fermé, cliquez ici ! |
L’évaluation théorique de ce système donne une réduction de l’ordre de 30 %
- de la consommation d’eau de refroidissement,
- des pertes d’énergie par rejet à l’égout.
Même dans ce cas, il sera nécessaire de :
- Otpimiser le débit à la mise en route de l’installation par un technicien compétant.
- Contrôler régulièrement la consommation d’eau dans le cadre du contrat d’entretien afin d’éviter toute dérive.
Circuit fermé (à recyclage total)

A la sortie du séparateur, les condensats liquides traversent un échangeur de chaleur et se refroidissent. Ensuite, ils sont réinjectés dans la pompe. Le primaire de l’échangeur peut être par exemple une extension de la boucle d’eau glacée (souvent présente en stérilisation centrale).
Dans les services de Stérilisation Centrale il y a souvent de la climatisation. Une prolongation de la boucle d’eau glacée et un investissement limité dans une petite régulation autonome permettrait d’y brancher une installation de pompe à vide à anneau liquide en circuit fermé. Ce système permettrait de ne pratiquement plus consommer d’eau adoucie.
| pour en savoir plus sur le calcul de la quantité d’eau d’appoint dans le circuit semi fermé, cliquez ici ! |
L’évaluation théorique de ce système donne une réduction de l’appoint d’eau de l’anneau liquide de la pompe à vide élevée. Il est risqué de donner une valeur précise de réduction sachant que les cycles de fonctionnement de la pompe à vide sont particulièrement fluctuants en température. En effet :
- En début de phase de prise de vide, les températures risquent d’être élevées. À cet instant, le risque que l’échangeur ne soit suffisant est présent; ce qui signifie qu’il faut un appoint d’eau brute.
- En fin de phase, les températures redeviennent normales puisqu’il n’y a pratiquement plus de vapeur ni de condensats à évacuer (l’échangeur suffisant à refroidir l’eau de l’anneau liquide).
Certains constructeurs annoncent 75 % de réduction de consommation d’eau.
Choix du moteur électrique

Le dimensionnement de la pompe à vide influence naturellement celui du moteur électrique d’entraînement. Tenir compte en priorité d’un facteur de sécurité sur le niveau de vide plutôt que sur le débit d’aspiration risque de surdimensionner la pompe à vide et par conséquent le moteur électrique; on sera alors doublement pénalisé au niveau de l’investissement.
Configuration locale
Si on ne dispose pas d’un local technique à proximité de la stérilisation centrale, il va de soit que la configuration locale s’impose.
Cependant on sera attentif aux avantages et inconvénients suivants :
(+)
(-)
|
Configuration centrale
Si on dispose d’un local technique à proximité de la stérilisation centrale, on étudiera la possibilité de regrouper l’installation de vide dans cet espace en restant attentif aux avantages et inconvénients suivants :
(+)
(-)
|



![Adoucisseur d’eau [Stérilisation]](https://energieplus-lesite.be/wp-content/uploads/2007/09/sterilisation-02-500x383.jpg)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Auteur : les anciens
Mars 2009 : Thibaud
Notes :
16/03/09, par Julien :
Avril 2009, Sylvie :
Mai 2009