

Sommaire

Contrôle de température de l’anneau liquide
Le liquide de refroidissement alimentant la pompe à vide sert à créer l’étanchéité dans le corps de pompe en formant un anneau liquide par centrifugation.
La température de l’anneau liquide influence la qualité du vide :
- Pour un anneau liquide à 15°C, la tension de vapeur est de 17 mbar et le vide maximum que l’on peut atteindre est de l’ordre de 25 mbar.
- Pour un anneau liquide à 35 °C, la tension de vapeur est de 57 mbar et le vide maximum que l’on peut atteindre est de l’ordre de 70 mbar.
De plus, elle agit sur la tenue mécanique dans le temps de la pompe à vide.
D’un point de vue énergétique, il va de soi qu’un mauvais contrôle de la température de l’anneau liquide, indépendamment des problèmes d’échauffement ponctuel dû à l’extraction d’un mélange de condensats chauds et de vapeur, allonge les temps de vide. Il s’ensuit non seulement une consommation électrique supplémentaire de la pompe à vide mais aussi un risque d’abandon du processus de stérilisation.
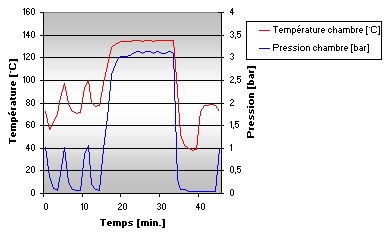
Cycle classique de stérilisation.
Le cycle ci-dessus montre que la pression de vide est de l’ordre de 70 [mbar]. Dans beaucoup de refroidissements de stérilisation, on adopte des valeurs de vide de l’ordre de 50 [mbar]; la température de l’anneau liquide alors ne doit pas dépasser 30 [°C]. Il est donc impératif de contrôler correctement la température par la gestion du débit d’appoint en eau adoucie de l’anneau liquide.
Récupération du liquide de refroidissement
1. Circuit ouvert

Dans un circuit ouvert, c’est la température de l’eau du réseau d’eau adoucie qui conditionne directement la performance de l’anneau liquide.
La température moyenne recommandée est de 15 [°C]; ce qui veut dire qu’indépendamment de la grande quantité de liquide de refroidissement consommée, la qualité du vide est bonne toute l’année.
| Pour en savoir plus sur les débits de liquide de refroidissement de la pompe à vide. |
Dans un circuit ouvert, un cycle de stérilisation peut demander à la pompe à vide de consommer en moyenne de l’ordre de 200 [L]; ce qui représente naturellement des consommations énormes au bout d’une année pour un service de Stérilisation Centrale.
2. Circuit semi-fermé ou semi-ouvert
Principe

Dans ce type de circuit, l’amélioration possible est de travailler à la température la plus basse possible sans augmenter trop le débit d’appoint qui pénaliserait la consommation d’eau.
L’optimisation de la consommation de liquide de refroidissement passe donc par le choix de la température maximum garantissant le vide souhaité sans risque de refus du système du cycle engagé.
Exemple.
En considérant que l’on ne veut pas dépasser une température d’entrée de la pompe à vide de 20 [°C], le calcul donne une température de sortie de pompe de : T°sortie = 20 [°C] + 12 [°C] = 32 [°C] Les 12 [°C], tenant compte de la chaleur de compression dégagée dans la pompe et l’augmentation de température due au mélange du liquide de refroidissement, des condensats et de la vapeur issus de la chambre de stérilisation, est une température moyenne. On en déduit le débit d’appoint : Débitappoint = 0,152 [m³/cycle] Dans cet exemple, on montre que, théoriquement, il est possible de diminuer la consommation de l’appoint d’eau d’un tiers de celle nécessaire pour un circuit ouvert (de l’ordre de 229 litres).
Soit financièrement 30 % de 3 395 [€/an] ou une économie de 1 018 €/an |
Régulation
La régulation d’un tel système peut se réaliser simplement en pilotant une électrovanne 2 voies en fonction de la température de l’eau dans la cuve tampon :
- Lorsque la température de l’eau dans le circuit augmente, l’électrovanne 2 voies s’ouvre et refroidit le volume d’eau. En pratique, une cuve tampon est placée entre le retour et l’appoint d’eau froide.
- À l’inverse, quand la température de l’eau de la cuve diminue, l’électrovanne se ferme.
On est donc en présence d’un système simple permettant de réduire la consommation d’eau de l’anneau liquide de la pompe à vide.
3. Circuit fermé
Principe

Le placement d’un tel système dans une installation existante en circuit ouvert nécessite :
- de bien dimensionner l’échangeur,
- de prévoir quand même un appoint d’eau pour absorber les pointes de température en début de phase de vide.
Dimensionnement
L’échangeur doit être dimensionné pour réagir de manière instantanée à la surchauffe de début de phase de vide. En effet, à ce moment les condensats peuvent être très chauds.
Exemple.
En considérant que l’on ne veut pas dépasser une température d’entrée de la pompe à vide de 20 [°C], le calcul donne une température de sortie de pompe de : T°sortie = 20 [°C] + 12 [°C] = 32 [°C] Les 12 [°C] tenant compte de la chaleur de compression dégagée dans la pompe et l’augmentation de température due au mélange du liquide de refroidissement, des condensats et de la vapeur issus de la chambre de stérilisation. On en déduit en fonction du débit d’eau de l’anneau liquide (229 [litres/cycle]) la puissance de l’échangeur à placer: Puissanceéchang eur = 8,5 [kW] |
Sur base de la puissance calculée, on peut envisager :
- De réchauffer l’eau osmosée d’entrée du générateur. Mais un simple échangeur eau/eau risque par moment de ne pas être suffisant et nécessite un appoint d’eau côté circuit pompe à vide.
- De profiter de l’eau glacée des ventilo-convecteurs de la stérilisation (souvent présent) pour réaliser une petite dérivation vers un petit échangeur.
Pour la seconde solution, quel serait l’impact énergétique :
En considérant que :
L’énergie annuelle nécessaire pour refroidir l’anneau liquide est de: Qannuelle [kWh] = Péchangeur [kW] x nbcycle [cycle/an] x tpompage [h/cycle] = Qannuelle [kWh] = 8,5 [kW] x 6 291 [cycle/an] x 0,38 [h/cycle] Qannuelle = 20 320 [kWh/an] On en déduit la consommation électrique du compresseur de la machine frigorifique : Qélectrique [kWh/an] = Qannuelle [kW] / COP Qélectrique = 20 320 / 3 = 6 773 [kWh/an] Soit une dépense électrique au compresseur de : dépense = 6 773 [kWh/an] x 0,11 [€/kWh] dépense = 745 [€/an] Sachant que la dépense annuelle en liquide de refroidissement pour alimenter l’anneau liquide de la pompe à vide est de 3 395 [€/an] en cycle ouvert. |
Conclusion
Le placement d’un échangeur branché sur une boucle d’eau glacée a les avantages et les inconvénients suivants :
(+) réduction drastique des consommations d’eau par rapport au circuit ouvert (d’où l’amortissement assez rapide de l’échangeur à plaque et de sa régulation).
(-) nécessité d’une boucle d’eau glacée en stérilisation.


{kind=link}
{kind=link}
Auteur : les anciens
Mars 2009 : Thibaud
Notes :
16/03/09, par Julien :
Avril 2009, Sylvie :
Mai 2009