

Sommaire

Boucle frigoporteur à eau glycolée (source : Delhaize).
Définitions
Détente directe
On parle de détente directe lorsque le fluide frigorigène assure lui-même le transfert de chaleur “utile” aux applications de froid alimentaire (meubles frigorifiques, les ateliers de boucherie, les chambres de stockage, …).
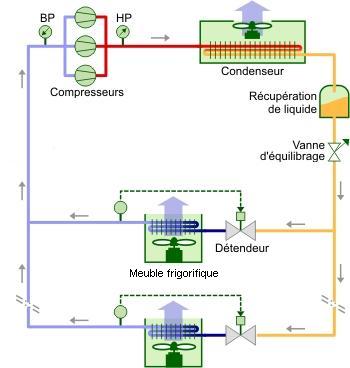
Refroidissement par détente directe.
Refroidissement indirect
Le refroidissement est indirect lorsque le transfert de chaleur “utile” n’est pas assuré par le fluide frigorigène lui-même, mais plutôt par un fluide intermédiaire appelé frigoporteur.
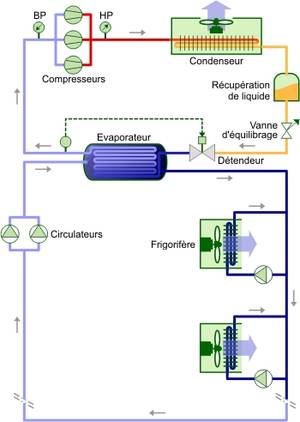
Refroidissement indirect par boucle secondaire monotube.
Frigoporteur
En raison de la simplicité avec laquelle les frigoporteurs assurent le transfert de chaleur “utile” entre deux points sans gros risque de toxicité et d’inflammabilité et dans un souci de réduire les fuites de fluide frigorigène (néfastes à la couche d’ozone et à l’effet de serre), ce type de configuration revient en force dans le domaine du froid alimentaire.
Les types de frigoporteur
On retrouve 2 principaux types de frigoporteur :
- Les frigoporteurs monophasiques composés d’un liquide incongelable dans la gamme des températures standard du froid alimentaire (-3 à – 38 °C par exemple).
- Les frigoporteurs biphasiques composés :
- d’un liquide et d’un solide;
- d’un liquide et de sa vapeur.
Frigoporteurs monophasiques
L’eau glacée constitue le plus connu des frigoporteurs monophasiques. Tout le transfert de la chaleur est effectué par la variation de la température (chaleur sensible) du frigoporteur.
Des débits importants sont nécessaires pour travailler en chaleur sensible. Ceci signifie que les boucles de distribution utilisent des sections de passage importantes et constituent donc une dépense énergétique non négligeable pour faire circuler le frigoporteur.
On retrouve sur le marché différents frigoporteurs :
- les substances pures telles que l’eau, les hydrocarbures liquides, les alcools simples (méthanol, éthanol), les polyalcools (éthylène glycol, propylène glycol, …);
- les mélanges tels que l’eau + sel (saumure), l’eau + ammoniac (alcali), …
Il est clair qu’en froid alimentaire, le type de frigoporteur ne doit pas altérer les denrées et ne pas constituer un risque de toxicité et d’inflammabilité pour les personnes; ce qui limite le choix.
Pour donner un ordre de grandeur, on parle pour les frigoporteurs monophasiques de transfert de chaleur de ~ 20 [kJ/kg] en chaleur sensible.
Avantages
- Équipements de boucle simples.
Inconvénients
- Débit important.
- Dimensionnement conséquent.
- Dépense énergétique non négligeable.
Frigoporteurs diphasiques (liquide + solide)
On rencontre ce type de frigoporteur sous forme de “coulis” ou “sorbet” dans les applications de froid positif. On parle ici de chaleur latente de fusion dans les transferts de chaleur; ce qui permet d’augurer des réductions de débits pour évacuer la même quantité de chaleur qu’un frigoporteur fonctionnant en chaleur sensible.
De même, un ordre de grandeur acceptable de transfert de chaleur est de ~ 250 [kJ/kg].
Avantages
- Chaleur latente de fusion importante.
- Débit réduit par rapport à la solution type chaleur sensible.
- Dimensionnement réduit des conduites et des pompes.
- Consommation énergétique plus faible qu’avec un frigoporteur à chaleur latente.
Inconvénients
- Coût élevé de l’évaporateur.
Frigoporteurs diphasiques (liquide + vapeur)
On rencontre ce type de frigoporteur dans les applications de froid négatif par exemple les installations à frigoporteur au CO2. On parle ici de chaleur latente de vaporisation dans les transferts de chaleur. Cette chaleur de vaporisation est en général fort importante.
Pour une température d’application de -40°C, sachant que l’évaporation n’est pas totale, sur une chaleur totale de vaporisation de ~ 322 [kJ/kg], on peut envisager disposer de 107 [kJ/kg] (pour un titre à la sortie de l’évaporateur de l’ordre de 33 %).
Avantages
- Chaleur latente de vaporisation importante.
- Bon coefficient d’échange thermique.
- Faibles volumes massiques du liquide et de la vapeur.
- Tuyauterie de faible diamètre.
- Absence d’huile.
- Prix faible.
- Peu d’influence sur l’environnement.
- Très faible impact sur l’effet de serre (GWP = 1). À titre de comparaison, le GWP du R404A est de 3 800 et celui du R134a est de 3 260.
- Frigoporteur naturel, largement disponible.
- Applications pouvant aller jusqu’à -54°C.
- Aux basses températures, sa viscosité reste faible évitant des pertes de charge importantes.
Inconvénients
- Danger d’asphyxie au-delà de concentration > 8 %.
- Les dégivrages demandent des précautions particulières.
- Peu de techniciens formés.
- Nécessite une déshydratation très poussée de la boucle (sinon formation d’acide avec l’eau).
- En cas d’arrêt prolongé, perte de charge de CO2 (dégazage).
- Fortes pressions de service.
Les types de boucle
Ces types de boucle utilisent les technologies monotube et bitube.
Technologie monotube
Cette technologie, comme son nom l’indique est composée d’une boucle à un seul tuyau qui alimente les évaporateurs terminaux en série. Le même tube dessert les entrée et sortie de chaque évaporateur.

Avantages
- Très modulable en exploitation.
- Débit pratiquement constant dans la boucle frigoporteur.
- Pas de nécessité de variateur de fréquence sur les pompes de mise en circulation du frigoporteur (investissement réduit).
Inconvénients
- Coût important.
- Maintenance des circulateurs des applications terminales alors que dans le cas du bitube, il n’y a que des électrovannes sans beaucoup d’entretien (augmentation de l’ordre de 10 % des coûts d’entretien).
- La non-variation du débit entraîne des pertes énergétiques lorsque la demande frigorifique est faible.
Technologie bitube simple
Cette technologie positionne les évaporateurs terminaux en parallèle sur la boucle frigoporteur.

Avantages
- Une simple vanne suffit à alimenter un évaporateur terminal.
- Le débit variable des pompes de circulation du frigoporteur permet de réduire les consommations énergétiques.
Inconvénients
- Mise en œuvre plus conséquente de par la nécessité d’adapter les sections des tuyauteries tout au long de l’aller et du retour de boucle.
- Pertes de charge variables nécessitant une régulation du débit des pompes de circulation (investissement dans des variateurs de fréquence).
Technologie bitube avec vannes 3 voies montées en décharge
Cette technique permet de remédier au problème de débit variable grâce au placement de “by-pass” des évaporateurs terminaux.

Avantages
- Débit constant au niveau des pompes de circulation du frigoporteur.
Inconvénients
- Sans débit variable au niveau des pompes, les pertes énergétiques sont plus importantes.
- Les coûts d’investissement sont importants.
![Détendeurs [Froid alimentaire]](https://energieplus-lesite.be/wp-content/uploads/2019/03/RTEmagicC_detendeur.gif-500x383.gif)

![Compresseurs frigorifiques [Froid alimentaire]](https://energieplus-lesite.be/wp-content/uploads/2019/03/energie-banner02_techniques_02-500x383.png)
![Condenseurs [Froid alimentaire]](https://energieplus-lesite.be/wp-content/uploads/2007/09/condenseurs.fw_-500x383.png)
![Machine frigorifique à compression [Froid alimentaire]](https://energieplus-lesite.be/wp-content/uploads/2019/03/RTEmagicC_cantrale_detente_directel.JPG-500x383.JPG)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Auteur : D.D.
Antidote appliqué : Thibaud
Style css des tableaux : Thibaud
Juillet 2009 : mise en page – Sylvie