

Sommaire

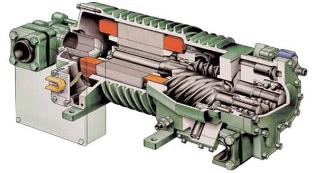
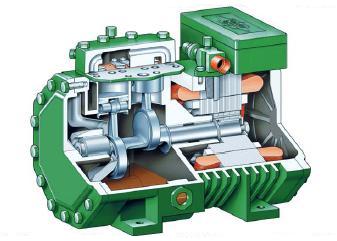
Compresseur semi-hermétique en centrale.
(Source : carrefour Mons).
Les critères thermiques
Température d’évaporation la plus haute possible.
La température d’évaporation est naturellement dictée par la nécessité de maintenir dans l’espace à réfrigérer une température définie en fonction du type de denrée à conservation. Néanmoins, l’option de “coller” le plus haut possible à cette température nécessite de choisir des systèmes de régulation adéquats pour piloter la plupart des équipements du circuit frigorifique.
Le maintien d’une température “haute” ou “haute pression” dans l’évaporateur, quelle que soit la charge frigorifique au niveau de l’évaporateur, influence :
- le choix du détendeur et de sa régulation par rapport à la surchauffe;
- le choix de la régulation du compresseur.
Régulation de la surchauffe et du débit du compresseur.
Température de condensation la plus basse possible.
La température de condensation dépend en grande partie de la température de l’air pour un condenseur à air et de la température de l’eau pour un condenseur à eau. Néanmoins, l’option de “coller” le plus bas possible à cette température nécessite de choisir des systèmes de régulation adéquats pour piloter la plupart des équipements du circuit frigorifique.
Le maintien d’une température “basse” ou “basse pression” au condenseur, quelle que soit la charge frigorifique et les conditions externes d’échange, influence :
- le choix du détendeur et de sa régulation par rapport à la différence de pression à laquelle il est soumis;
- le choix du condenseur et de sa régulation;
- le choix de la régulation du compresseur.
Régulation de la surchauffe et du débit du compresseur et de la pression de condensation.
Les critères de choix énergétique
Le coût du placement des installations frigorifiques commerciales est important et les compresseurs en représentent une part importante. Pour cette raison, sur le plan énergétique, il est nécessaire d’établir des critères de sélection. En réalité ils sont peu nombreux et les seuls à émerger vraiment sont :
- le coefficient de performance énergétique EER (Energy efficiency Ratio) ou couramment appelé COPfroid;
- le taux de compression HP/BP;
- le rendement volumétrique.
Le coefficient de performance COP
Tous les compresseurs ne présentent pas une performance égale. Cette performance peut être mesurée via le COP de la machine frigorifique dans laquelle ils seront insérés.
Contrairement au domaine de la climatisation, en froid commercial, la détermination d’un EER ou COPfroid global et annuel d’une machine frigorifique n’est pas évidente à évaluer. La plupart des grandes marques adoptent très peu les protocoles d’établissement de performance énergétique des standards comme ![]() EUROVENT et
EUROVENT et ![]() AHRI (Air-conditioning and Refrigeration Institute).
AHRI (Air-conditioning and Refrigeration Institute).
Par contre, les fabricants de compresseurs renseignent de manière précise sur leur site des valeurs de EER ou permettent l’utilisation de leur logiciel de dimensionnement et de sélection en fonction de différents paramètres tels que :
- la température d’évaporation;
- la température de condensation;
- le type de fluide frigorigène envisagé;
- la valeur de sous-refroidissement
- la valeur de surchauffe;
- ….
Pour un même compresseur sélectionné, la variation des valeurs des paramètres de sélection influence de manière différente la valeur du COP.
| Prévoir dès le départ la mesure du COP de l’installation :
Pour la bonne gestion future d’une grosse installation, on peut imaginer de placer un compteur d’énergie sur l’eau glycolée d’un circuit caloporteur et un compteur électrique sur le compresseur (coût de l’ordre de 5 000 Euros). Il sera alors possible d’imposer un COP moyen annuel minimum à la société de maintenance… en laissant celle-ci se débrouiller pour y arriver. Un remboursement de la différence peut être prévu comme pénalité en cas de non-respect. |
Le taux de compression HP/BP
Le taux de compression HP/BP d’un compresseur, comme son nom l’indique, est le rapport de la pression absolue de refoulement par celle d’aspiration. C’est une caractéristique principalement :
- intrinsèque aux compresseurs à vis et scroll (caractéristiques géométriques et mécaniques du compresseur);
- extrinsèque aux compresseurs à piston.
Mais comme toute machine au sens large du terme, la choisir hors de son contexte ne rime à rien. Les conditions de pression au niveau du condenseur pour la haute pression et de l’évaporateur pour la basse pression.
Le taux de compression influence les performances énergétiques du compresseur en influençant le rendement volumique de la machine.
Pour rappel, les conditions de pression et de température sont dictées au niveau :
- du condenseur (haute pression) par les conditions externes de refroidissement (la température de l’air externe pour un condenseur à air par exemple);
- de l’évaporateur (basse pression) par la charge frigorifique à refroidir à une certaine température (et donc à une certaine pression).
Les compresseurs à vis et scroll
Pour les compresseurs à vis comme pour les compresseurs scroll, le risque est de sélectionner un compresseur dont le taux de compression est trop élevé : le compresseur travaillera “pour rien” puisque le fluide frigorigène sera trop comprimé puis se détendra au travers de l’orifice de refoulement jusqu’à atteindre la pression de condensation.
La pression de condensation est liée au régime de fonctionnement du condenseur de l’installation. Il importe que la pression interne de refoulement soit la plus proche possible de la pression de condensation.
Le concepteur choisira un “rapport de volume interne” (cela correspond au taux de compression, mais exprimé sous forme d’un rapport entre les volumes à l’entrée et à la sortie du compresseur) approprié au cas d’utilisation et pour lequel le compresseur exige la plus faible puissance d’entraînement possible.
Pour les cas où les conditions de pression de fonctionnement varient fortement, on a mis au point le compresseur à vis à rapport de volume interne variable. Le taux de compression s’adapte automatiquement au rapport de pression utile en fonction des paramètres de température de condensation et de température d’évaporation.
Cette technique optimalise le rendement énergétique tant à pleine charge, qu’à charge partielle.
On peut atteindre sans problème des taux de compression importants sans trop dégrader les performances du compresseur. Des taux de compression importants sont obtenus grâce à l’huile qui réduit l’échauffement des gaz comprimés.
Les compresseurs à pistons
Pour les compresseurs à pistons, le taux de compression HP/BP est lié essentiellement aux conditions externes utiles en amont (évaporateur) et en aval (condenseur).
Pour rappel :
- Le clapet d’aspiration côté évaporateur (BP) ne s’ouvrira que pour autant que la pression à l’intérieur de la chambre de compression (au point mort bas) soit inférieure à celle dans la tuyauterie d’aspiration.
- De même, le clapet de refoulement côté condenseur (HP) ne s’ouvrira que pour autant que la pression à l’intérieur de cette même chambre e compression (au point mort haut) soit supérieure à celle régnant dans la conduite de refoulement.
En général, les compresseurs à pistons, pour des raisons mécaniques et d’étanchéité, n’admettent que des taux de compression de l’ordre de 8 voire maximum 10.
On en déduit que :
- pour les applications à froid positif (température d’évaporation de l’ordre de -3 à -14°C), les compresseurs mono étagés suffisent dans la plupart des cas.
- à l’inverse, pour les applications à froid négatif (température d’évaporation de l’ordre de -30 à -38°C), les compresseurs biétagés sont utilisés.
Le rendement volumétrique
À une vitesse donnée, un compresseur est garanti par un volume balayé; c’est une des caractéristiques de la plaque signalétique. Mais en réalité, pour certains compresseurs tel que celui à piston, le volume réel aspiré est inférieur au volume balayé. Le taux compression influence fondamentalement l’écart entre le volume réel et le volume balayé, cet écart augmentant avec l’augmentation du rapport HP/BP.
Le rendement volumétrique exprime le rapport entre le volume réel et le volume balayé. Ce rendement volumétrique souvent exprimé en fonction du taux de compression est différent pour les compresseurs à vis et ceux à piston.
Les compresseurs à vis
Étant donné que les compresseurs à vis ont un espace mort pratiquement inexistant, le rendement volumétrique de ces machines est assez bon même à des taux de compression élevés.
| À titre d’exemple,
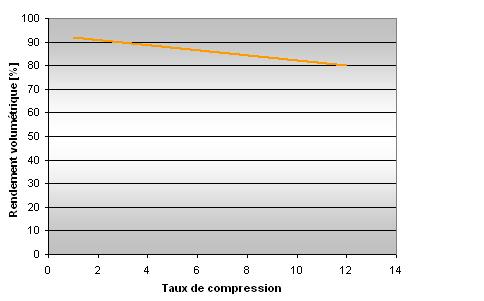
Le graphique ci-dessous illustre l’abaque que fournissent les fabricants de compresseurs à vis. Même si le taux de compression en croissant dégrade le rendement volumétrique, pour un rapport HP/BP de 12, le rendement volumétrique est toujours de 80 %. Le rendement volumétrique se dégrade lorsque la pression en aval augmente pour la simple raison que le reflux des gaz de refoulement vers l’aspiration augmente aussi.
Exemple de courbe de rendement volumétrique d’un fabricant. |
Les compresseurs à pistons
Le rendement volumétrique est donné par la relation suivante :
η = 1 – 0,05 x (HP/BP)
| A titre d’exemple,
Aux mêmes conditions de fonctionnement que le compresseur à vis ci-dessus, le rendement volumétrique d’un compresseur à pistons est de : η = 1 – 0,05 x (HP/BP) η = 1 – 0,05 x 12 η = 0,4 ou 40 % |
Cette formule est empirique et permet d’évaluer le rendement volumétrique avec une bonne approximation.
Pour les compresseurs à pistons, le volume balayé est défini par la relation suivante :
|
Vb = ( π x D² / 4) x C x n x N x 60 [m³/h] Où :
|
On voit tout de suite que pour assurer un volume réel équivalent au volume nécessaire à fournir la puissance frigorifique utile, le compresseur devra tourner plus vite toute autre chose restant égale. Par conséquent, la consommation électrique du moteur entrainant le compresseur sera plus importante et défavorable, à puissance frigorifique utile égale, à la performance énergétique du compresseur.
Vue globale
La puissance frigorifique à atteindre constitue un critère de choix classique de départ, mais la sélection d’un compresseur demande une vue globale sur les typologies disponibles en fonction de la puissance frigorifique et sur le mode de régulation de puissance. Un camion peut être très performant, mais s’il est trop puissant, il n’atteint pas la performance de 2 camionnettes…
Dans le tableau synthèse de sélection, on trouvera les deux critères rassemblés.
Choix du type de compresseur
Il existe de nombreuses technologies de conception des compresseurs.
| Pour découvrir ces diverses technologies, cliquez ici ! |
Pour aider à la sélection, il est possible de les regrouper par “familles” et d’en tirer leur propriétés communes selon :
- le mode de compression;
- l’association moteur-compresseur.
Mode de compression
On distingue les compresseurs par le mode de compression :
- Les compresseurs volumétriques;
- les compresseurs centrifuges;
Les compresseurs volumétriques
Compresseur à vis (Source Bitzer) et compresseur scroll (Source Copeland).
Compresseur semi-hermétique à piston.
(Source Bitzer).
La compression du fluide frigorigène se fait par réduction du volume de la chambre de compression. Il existe des compresseurs à piston, à vis, à spirales (compresseurs scroll) et des compresseurs rotatifs.
Le compresseur centrifuge
La compression du fluide est créée par la force centrifuge générée par une roue à aubes. On parle de turbocompresseur. Les turbo-compresseurs sont souvent choisis dans des applications industrielles de grosses puissances.
Association moteur-compresseur
On les distingue également par l’association moteur-compresseur :
Le compresseur ouvert
Le moteur est dissocié du compresseur et raccordé par un manchon ou une courroie. L’accès aux différents éléments est possible pour réparation et la vitesse de rotation est modifiable en changeant la poulie du moteur. Mais ces deux avantages (fort théoriques…) ne compensent pas le défaut majeur de l’existence d’un joint d’étanchéité rotatif à la traversée du carter par l’arbre. Ce joint, qui doit être lubrifié pour assurer l’étanchéité, est source de fuites… inacceptables aujourd’hui dans un contexte “zéro-fuite” de fluide réfrigérant.
Le compresseur hermétique
Le moteur et compresseur sont enfermés dans une même enveloppe. Le joint tournant disparaît et avec lui le risque de fuite. Mais des contraintes nouvelles apparaissent, dont le fait que le refroidissement du moteur est réalisé par le fluide frigorigène lui-même. Cet échauffement est préjudiciable au cycle frigorifique puisque la température à l’aspiration du compresseur augmente. De plus, si le moteur vient à griller, c’est l’ensemble du circuit frigorifique qui sera pollué : un nettoyage complet du circuit doit être réalisé si l’on veut éviter de nouveaux ennuis. En cas de problème, il n’est plus possible de réparer… Dès lors, un organe de sécurité contre la surchauffe (Klixon) est incorporé. Grâce à cette sécurité thermique, montée dans les enroulements du moteur ou sur ces derniers, l’alimentation électrique sera coupée lors d’une surchauffe du moteur.
Le compresseur hermétique est couramment utilisé pour les petites et moyennes puissances : climatiseurs, armoires de climatisation, pompes à chaleur, …
Le compresseur semi-hermétique
qui réalise un compromis entre les deux produits précédents. Il tente de bénéficier des avantages du groupe ouvert (accès aux mécanismes) et du groupe hermétique (limitation des fuites). Mais l’étanchéité reste imparfaite (nombre de joints non négligeable) et le prix est sensiblement plus élevé que pour le compresseur hermétique.
Le compresseur semi-hermétique est utilisé pour les moyennes puissances
Comment choisir ?
Machines tournantes ?
Globalement en climatisation et réfrigération industrielle, la tendance actuelle est :
- à l’abandon des machines à mouvement alternatif (compresseur à pistons),
- au développement des machines tournantes, à came rotative, à spirale rotative (scroll) ou à vis.


Le compresseur à vis et compresseur scroll (Source Bitzer).
Les avantages et inconvénients :
|
(+)
(-)
|
Machines alternatives ?

Le compresseur semi-hermétique à piston (source Bitzer).
Les spécialistes du froid alimentaire dans la distribution quant à eux continuent de préconiser les compresseurs à pistons semi-hermétiques.
Les avantages et inconvénients :
|
(+)
(-)
|
En matière d’environnement
On choisira des compresseurs hermétiques ou semi-hermétiques pour atteindre l’objectif zéro-fuite de fluide frigorigène, objectif qui sera un jour ou est déjà obligatoire au niveau réglementaire.
Suralimentation des compresseurs à vis
Le fonctionnement technique de la suralimentation dépasse la portée de nos propos, mais le principe de base consiste à injecter une quantité de fluide frigorigène supplémentaire dans le compresseur, à une pression intermédiaire entre la pression de condensation et d’aspiration.
La puissance frigorifique en est nettement améliorée alors que la puissance absorbée n’augmente que légèrement.
Le dimensionnement du compresseur
Dimensionnement classique du compresseur
La puissance de la machine frigorifique a été dimensionnée pour répondre aux conditions de fonctionnement extrêmes (période de canicule), sans compter les surdimensionnements liés aux incertitudes d’utilisation des meubles et des chambres frigorifiques.
Généralités
La première économie consiste à évaluer au plus près la puissance frigorifique nécessaire, car la machine frigorifique s’adapte mal aux bas régimes. Chaque palier de diminution de 25 % de la puissance frigorifique du groupe ne réduit la puissance électrique absorbée que de 10 % en moyenne !
Le dimensionnement courant du compresseur pour une installation de froid alimentaire est naturellement conditionné par :
- la puissance frigorifique à fournir
- le type de fluide réfrigérant;
- la température nécessaire à l’application au niveau de l’évaporateur (froid positif ou négatif, type de denrées à conserver, …) et ce, dans des conditions optimales;
- la température extrême qu’il peut régner au niveau du condenseur (température de l’air ou de l’eau selon le type de condenseur).
Une température de condensation qui revient régulièrement dans le dimensionnement classique est de l’ordre de 40°C; ce qui correspond, compte tenu d’un “pincement” (caractérise le dimensionnement du condenseur) de l’ordre de 8 K, à une température d’entrée d’air de 32°C. Cette température d’air d’entrée correspond à une température “caniculaire”.
Ce qui est terrible dans le froid alimentaire, par rapport à la climatisation de bâtiment tertiaire où on pourrait tolérer un certain inconfort momentané, c’est que les règlementations et normes en matière de respect de la chaîne de froid sont très contraignantes (il y a va de la santé des consommateurs) et imposent aux commerçants de prendre les précautions qui s’imposent afin de respecter les températures de conservation. En d’autres termes, le bureau d’étude chargé du dimensionnement des compresseurs n’hésitera pas à prendre une valeur de 40°C de température de condensation même si on observe des températures d’air de l’ordre de 32°C quelques heures sur les 8 760 heures qui composent une année et donc de surdimensionner la puissance des compresseurs.
Froid négatif
On rappelle, de par les limites mécaniques des compresseurs à pistons, par exemple, que le taux de compression HP/BP ne peut pas dépasser en pratique la valeur de 8. En froid négatif, le taux de compression HP/BP nécessaire pour assurer au niveau de l’évaporateur des températures de l’ordre de -35°C implique un taux de compression de l’ordre de 15. Ces applications demandent donc de découper la phase de compression en deux étages.
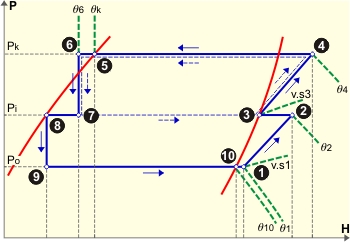
“Lorsque le taux de compression est trop élevé, on travaille plutôt avec deux étages”.
Afin de réduire au maximum la taille (ou la cylindrée) des compresseurs, la pression intermédiaire entre les deux étages de compression doit être choisie de manière précise. La formule suivante exprime l’optimum de la pression intermédiaire Pi :
|
Pi = ( HP x BP)0,5 [bars abs] Où :
|
Différentes solutions existent pour étager le taux de compression HP/BP :
- deux compresseurs séparés sont placés l’un à la suite de l’autre (en série). Mais cette solution est coûteuse;
- un compresseur biétagé monobloc permet d’atteindre des taux de compression importants avec l’avantage de n’investir que dans une seule machine.
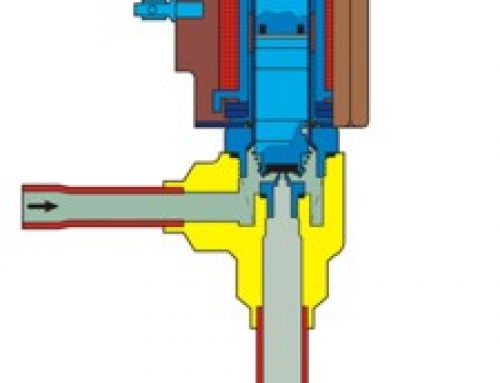
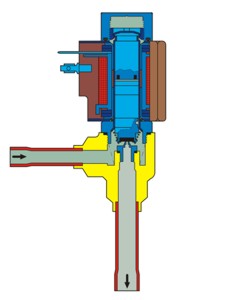
Le choix de la régulation de puissance du compresseur
Diverses techniques de régulation sont possibles :
- la régulation par “tout ou rien” (marche/arrêt ou pump-down),
- la régulation progressive de la pression d’évaporation,
- la régulation par “étages”,
- la régulation par cascades (ou “centrales”),
- la régulation par variation de vitesse ou “INVERTER”,
- la mise hors service de cylindres,
- le by-pass des vapeurs refoulement-aspiration,
- l’obturation de l’orifice d’aspiration,
- la régulation par injection des gaz chauds,
- la régulation “par tiroir” des compresseurs à vis.
La variation de la puissance du compresseur
La variation de la puissance frigorifique de l’application de froid alimentaire (puissance utile à l’évaporateur) conditionne le fonctionnement du compresseur. Pour y répondre, comme le compresseur est de type volumétrique, il doit adapter sa puissance en faisant varier le volume de fluide frigorigène qui le traverse.
À l’heure actuelle, classiquement, la solution consiste à faire varier la puissance du compresseur :
- soit en créant une cascade entre plusieurs compresseurs (= compresseurs en centrales);
- par variation de la vitesse du compresseur.
Cascade de plusieurs compresseurs
À partir du moment où la puissance frigorifique devient importante (superettes, supermarchés ou hypermarchés), le choix d’une centrale de compresseurs s’impose pour les raisons suivantes :
- fiabilité et sécurité d’alimentation en fluide frigorigène (ne pas “casser” la chaîne du froid) puisque les machines sont indépendantes;
- modulation de la puissance frigorifique par enclenchement ou déclenchement successifs des différents compresseurs de la centrale.
La variation progressive de la puissance est énergétiquement favorable puisqu’aucune machine n’est dégradée dans son fonctionnement.
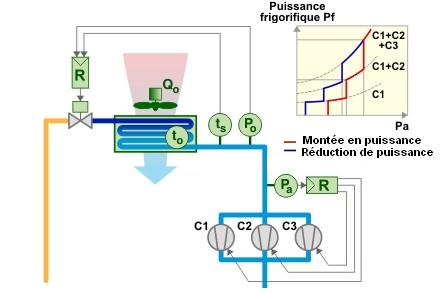
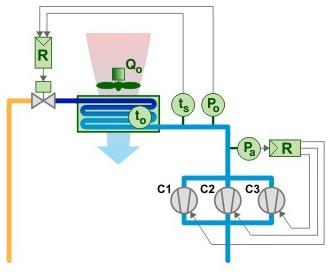
Centrale de 3 compresseurs en parallèle.
Bien sûr, le coût d’investissement est plus élevé que si l’on utilisait une seule grosse machine, mais imaginerait-on d’installer une grosse chaudière sans prévoir une cascade pour reprendre les faibles besoins de la mi-saison ?
Un découpage de la puissance en étages est recommandé, tout particulièrement lorsque les variations de charge sont importantes.
Il en résultera :
Un gain sur les kWh (énergie) :
- car le “petit” compresseur alimentera un condenseur surdimensionné pour ses besoins, d’où une pression de condensation plus basse,
- car le rendement du moteur du compresseur sera amélioré.
- Une longévité accrue de l’installation par un fonctionnement plus régulier.
- Une sécurité d’exploitation.
- Un gain sur la pointe 1/4 horaire en kW (puissance), facturée par la société de distribution.
En général, on établit les enclenchements en cascade sur base de l’évolution de la pression d’aspiration de la centrale des compresseurs. Le tout est temporisé de telle sorte que les compresseurs ne s’enclenchent pas tous les uns à la suite des autres.
La variation de vitesse du compresseur

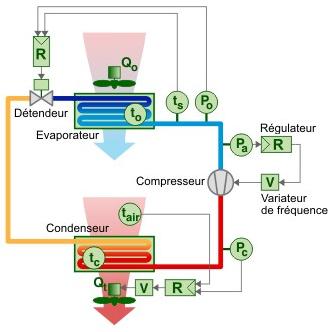
Centrale positive avec variateur de vitesse des compresseurs.
(Source : Carrefour Mons).
C’est une autre solution avantageuse en plein développement : soit un moteur d’entraînement à deux vitesses, soit un entraînement à vitesse variable. Cette dernière technique est sans aucun doute à recommander actuellement.
Le régime de vitesse s’adapte à la puissance de réfrigération souhaitée.
Par exemple, un variateur de fréquence génère une tension dont la fréquence varie entre 20 et 60 Hz. S’il s’agit d’un moteur prévu pour fonctionner à 1 500 tours à 50 Hz, il tournera entre 600 et 1 800 tours/min selon les besoins.
Pourquoi la limitation à 20 Hz ? Un défaut de lubrification du compresseur peut apparaît à basse vitesse, mais les constructeurs améliorent les systèmes régulièrement et trouvent des solutions.
Cette technique de variation de puissance par la variation de vitesse du compresseur (encore appelée INVERTER) entraine :
- Un meilleur respect des températures de conservation des denrées (bonne stabilité de la température à l’évaporateur, car régulation de la pression à l’aspiration du compresseur).
- Un rendement énergétique supérieur aux autres techniques de régulation de puissance, car on ne détruit pas le rendement volumétrique, on givre moins (en chambre frigorifique), on limite les dépassements de consigne de régulation propre aux systèmes de régulation tout ou rien (liés au différentiel de régulation).
- Une réduction du bruit et des vibrations.
- Un cos phi élevé (entre 0,95 et 0,98), ce qui permet d’éviter des pénalités ou le placement de condensateurs de compensation.
| Pour comprendre la facture électrique, cliquez ici ! | |
| Pour comprendre le placement de condensateurs de compensation, cliquez ici ! |
Le supplément de coût (si un compresseur coûte 100, sa version avec variateur de vitesse tournera entre 150 et 180) sera rapidement amorti par l’économie d’exploitation. Il ne sera plus nécessaire de prévoir un démarrage étoile-triangle” puisqu’un démarrage “en douceur” est réalisé par le variateur.
A priori, les différents types de compresseurs peuvent être équipés de cette technique (excepté les petits compresseurs hermétiques), mais s’il s’agit de greffer un variateur sur un matériel existant, une consultation préalable du fabricant sera bienvenue (risque de défaut de lubrification).
Cette technique est également intéressante pour les compresseurs à vis (énergétiquement plus efficace que la régulation par tiroir), mais des troubles de lubrification et un échauffement du moteur peuvent apparaître à vitesse réduite.
La mise à l’arrêt de cylindres
Méthode assez répandue parmi les techniques de découpage de la puissance, il est possible de jouer avec la mise hors service des cylindres (ce qui peut s’adapter sur une installation existante).
Avantage :
- pour éviter les pointes de courant de démarrage, il est possible de démarrer à vide le compresseur.
Inconvénients :
- Ce réglage est énergétiquement moins favorable; les cylindres tournant à vide ont pour conséquence que, pour une puissance de réfrigération de 50 %, par exemple, la machine absorbe encore environ 65 % de la puissance d’entraînement.
- La variation de la puissance n’est pas continue (sauts de puissance).
- L’usure de la machine est pratiquement identique à vide ou en charge.
L’obturation de l’orifice d’aspiration
À cet égard, le réglage par un étranglement dans la conduite d’aspiration n’est pas meilleur. On modifie alors la puissance de réfrigération en agissant sur le débit du réfrigérant.
L’injection des gaz chauds
Quant au réglage de la puissance du compresseur par injection des gaz chauds dans l’évaporateur ou à l’entrée du compresseur, il faut le qualifier de “pur gaspillage d’énergie”. Dans ce cas, la puissance absorbée reste la même lorsque la puissance de réfrigération diminue. De plus, ils provoquent un échauffement du moteur. Dans la mesure du possible, il faut mettre ce système aberrant hors service dans les installations existantes.
C’est le compresseur qui travaille sur lui-même. On pourrait tenter l’image suivante : une pompe remonte de l’eau de la cave vers le rez-de-chaussée. Si l’eau vient à manquer, on risque de faire caviter la pompe. Aussi, on décider de redescendre de l’eau vers la cave, de réinjecter de l’eau supplémentaire à l’entrée de la pompe. Ainsi, on est sûr que le débit de la pompe restera suffisant !
(A ne pas confondre avec le dégivrage par injection de gaz chauds, qui est par contre une technique très efficace de dégivrage).
Tableau synthèse de sélection
| L’importance d’une mesure préalable !
La mise en place d’une régulation performante demande de connaître la puissance effective nécessaire en fonction des saisons. Aussi, si le choix d’un compresseur doit être fait en vue du remplacement d’une machine existante, on placera un simple compteur horaire sur l’alimentation électrique du compresseur actuel pour ainsi connaître son temps de fonctionnement et donc la puissance moyenne demandée. Cela permettra de mieux choisir la nouvelle machine frigorifique. Si l’installation doit vaincre les apports d’une machine spécifique à enclenchement discontinu, la puissance moyenne peut être trompeuse : à certains moments, c’est la puissance totale qui est demandée, et zéro le reste du temps… Idéalement, on enregistrera la puissance demandée, en relevant en parallèle la source des apports thermiques. |
Le tableau de synthèse ci-dessous se base sur l’analyse des catalogues des constructeurs de référence en matière de froid alimentaire positif et négatif. Les compresseurs repris sont les plus couramment rencontrés dans les commerces. Mais on notera que pour la plupart des installations actuelles, le compresseur à pistons semi-hermétique est largement choisi.
| Plages de puissance (kW frigorifiques) |
Régulation adaptée | |
| Compresseur scroll | de 1 à 40, … kW par compresseur (mais possibilité de puissance supérieure par mise en parallèle de compresseurs) |
Modulation de puissance optimale, par variation de la vitesse de rotation ou par mise en “centrale” |
| Compresseur à piston | ||
| Ouvert | de…, 2 à 100, … kW | Étanchéité aux fluides frigorigènes insuffisante aujourd’hui |
| Semi-hermétique | de …,2 à 60, ….kW |
|
| Compresseur à vis | de …40 à 250 kW | Excellente fiabilité et longévité
Modulation de puissance par “tiroirs” très souple, de 100 à 10 %, avec une très faible dégradation du COP par la régulation “par tiroirs”, du moins au-dessus de 50 % de la puissance. |
| Compresseur à pistons | ||
| Semi-hermétique bi-étage | de …, 6 à 60, … kW | Modulation de puissance optimale par mise en centrale |
Remarque.
Choisir un compresseur performant, c’est bien. Le placer dans un environnement favorable, c’est mieux. En pratique, on sera très attentif aux assembliers qui proposent
“un échangeur + un compresseur + un échangeur”.
L’ensemble forme une machine frigorifique, certes, mais les pertes de charge liées aux échangeurs sont parfois très élevées pour le compresseur, ce qui augmente fortement sa consommation !
On choisira de préférence une installation globale, montée d’usine et dont le fabricant garantit la performance globale.
Les critères acoustiques
En local technique
C’est le compresseur qui génère le plus de bruit, il est donc toujours préférable de le placer en local technique lorsque l’on dispose d’un espace suffisant, tandis que le condenseur refroidi par air est placé en terrasse. Cette solution est la plus adaptée en ce qui concerne la diminution des nuisances sonores vers l’extérieur du bâtiment.



Lorsque les compresseurs sont placés en local technique, ils masquent tous les bruits de détente ou de circulation interne des fluides dans la machine.
Pour diminuer les nuisances acoustiques du compresseur, il faut mettre en place les dispositifs suivants :
- Mettre un capot acoustique sur la machine.
- Prévoir une dalle flottante équipée d’isolateurs à ressorts.
- Placer des plots en élastomère entre la machine et la dalle flottante.
Si le groupe évaporateur/compresseur est implanté au-dessus de locaux occupés, on peut placer un matelas de laine de verre entre la dalle flottante et le socle de propreté de la machine.
N.B. : la suspension antivibratile des compresseurs ne peut ne pas être suffisamment efficace, car les compresseurs sont reliés aux autres éléments de façon rigide. Ainsi, on utilisera des manchettes souples pour relier l’évaporateur aux canalisations du réseau hydraulique.
En terrasse
Si on ne dispose pas d’un local de service, évaporateur, compresseurs et condenseur seront placés en terrasse. Mais, sur le plan acoustique, ce type de disposition est toujours à éviter.
Dans tous les cas, il faudra éloigner au maximum les compresseurs de tous les plaignants potentiels.
Remarquons que l’éloignement de la machine impose des longueurs de canalisations plus importantes, ce qui peut avoir une influence sur le dimensionnement des équipements (collecteurs, pompes, …) et augmenter le coût de l’installation.
Il faudra éviter de placer les compresseurs à proximité de parois qui pourraient augmenter sa directivité vers une zone sensible. Au contraire, il faudra envisager de placer la machine de façon à la cacher derrière un obstacle. Ainsi, en terrasse, on pourra placer la machine derrière la cabine d’ascenseur ou profiter de la présence de l’armoire électrique de la machine, par exemple.
Remarque.
Si la réduction des nuisances acoustiques est un critère important, le placement d’un variateur de vitesse sur le compresseur (qui se justifie déjà pour des raisons énergétiques) est incontournable.
Certains variateurs peuvent être paramétrés pour “sauter” la(les) gamme(s) de fréquence(s) qui génère(nt) des vibrations du compresseur (fréquences de résonance de la machine). Simplement, il ne s’arrête pas sur ces fréquences critiques.
| À titre d’exemple, voici quelques niveaux sonores donnés par un fabricant de groupes refroidisseurs de liquide (pression sonore mesurée à 10 m en champ libre en dBA).
– machines équipées de compresseur scroll hermétique : Puissance comprise entre 3 et 15 kW : 55 à 86 dBA – machines équipées de compresseur à piston semi-hermétique : Puissance comprise entre 6 et 50 kW : 60 à 80 dBA – machines équipées de compresseur à vis : Puissance comprise entre 40 et 210 kW : > 60 dBA |
Le choix de l’alimentation en “noyé” des évaporateurs
Dans la mesure du possible, le placement des machines frigorifiques en hauteur par rapport à l’évaporateur permettra de l’alimenter par gravité. C’est entre autre pour cette raison que les commerces qui disposent d’une puissance frigorifique importante préfèrent placer le local technique accueillant les machines frigorifiques en toiture.


![Choisir la cellule de refroidissement ou de congélation rapide [Concevoir – Froid alimentaire]](https://energieplus-lesite.be/wp-content/uploads/2019/03/cellulerefroidissement60-500x383.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Auteur : D.D.
Antidote appliqué : Thibaud
Style css des tableaux : Thibaud
Juin 2009 : mise en page – Sylvie